


Macro héichqualitativ WE67K DSVP hydraulesch 80T 3200 CNC 4+1 DA53T Kantpressmaschinn
Produktvirstellung:
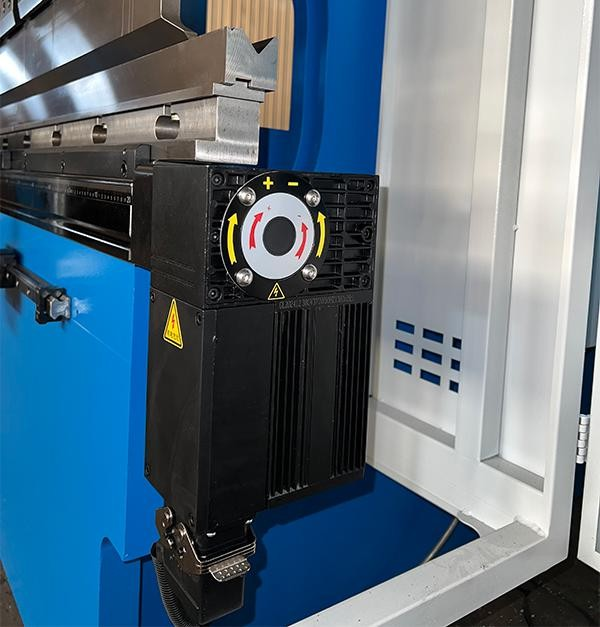
De Servomotor an der DSVP CNC-Biegemaschinn funktionéiert op Basis vum Servo-Steiersystem. Hie kritt de Kommandosignal vum CNC-System a konvertéiert dat elektrescht Signal an eng präzis mechanesch Bewegung. Méi genee gesot, den Encoder
Am Servomotor gëtt d'Positioun, d'Geschwindegkeet an aner Informatiounen vum Motor a Echtzäit un de Kontrollsystem zréckginn, fir eng zougemaachte Kontroll ze bilden. Op dës Manéier kann de Kontrollsystem d'Motorleistung kontinuéierlech un d'Ofwäichung tëscht der tatsächlecher Bewegung an dem Kommando upassen, wouduerch eng héichpräzis Kontroll vun der Bewegung vum Schieber vun der Biegmaschinn erreecht gëtt an d'Genauegkeet an d'Stabilitéit vum Biegen garantéiert ginn.
Et adoptéiert déi allgemeng Schweessstruktur an ass mat engem héichpräzisen Delem DA53T numeresche Steierungssystem ausgestatt. Et huet d'Funktioun vum simuléierte Béien an ass einfach ze bedéngen. Den aus Däitschland importéierte Rexroth hydraulesche System gouf ausgewielt fir eng héich Aarbechtsstabilitéit vun der CNC hydraulescher Kantpressmaschinn ze garantéieren. D'Kompensatiounsmethod vun der Aarbechtsbank kann tëscht mechanescher Kompensatioun oder hydraulescher Kompensatioun ausgewielt ginn, wat eng gutt Geriichtung an de Béiwénkel vum veraarbechte Werkstéck garantéiert. D'Kugelschrauf an d'Linearféierung sinn aus der Taiwan HIWIN High-End Konfiguratioun ausgewielt. Den numeresche Steierungssystem kann d'Kompensatiounsbetrag automatesch upassen, wat einfach ze bedéngen ass an eng laang Maschinnliewensdauer huet.
Produktfeature
1. D'DSVP-Technologie kann den Ausgangsstroum an den Drock vun der Uelegpompel automatesch un déi tatsächlech Aarbechtslaascht vun der Béimaschinn upassen, wat ongeféier 60% Energie am Verglach mat traditionelle Béimaschinne spueren kann.
2. Well d'Ausgangsleistung vun der Uelegpompel der tatsächlecher Belaaschtung entsprécht, ginn den Energieverloscht an d'Hëtztproduktioun reduzéiert, d'Uelegtemperatur ass am Betrib niddreg an d'Liewensdauer vun den hydraulesche Komponenten kann verlängert ginn. Gläichzäiteg gëtt och de Betribsgeräisch staark reduzéiert, wat zu enger méi roueger Aarbechtsëmfeld féiert.
3. Héichgeschwindegkeets- a Präzisiounsveraarbechtung: Ausgestatt mat engem fortgeschrattene CNC-System an Servo-Kontrolltechnologie beweegt sech de Schieber vun der DSVP CNC-Biegemaschinn séier, kann d'Biegeoperatioun séier ofschléissen an d'Produktiounseffizienz verbesseren. An d'Positionéierungsgenauegkeet ass héich, zum Beispill kann d'Positionéierungsgenauegkeet vu verschiddenen Ausrüstungen ±0,01 mm erreechen, wat d'Dimensiounsgenauegkeet an d'Konsistenz vun den veraarbechten Deeler garantéiert.
4. Vollautomatesch CNC hydraulesch Pressbremsmaschinn béit Blech aus Edelstahlplacken, mat héijer Biegepräzisioun, héich effizient, einfach a sécher ze bedreiwen
5. Déi geschweesste Stolstruktur vun der ganzer Maschinn garantéiert héich Präzisioun a Stabilitéit
6. Adoptéiert de visuelle Betribssystem Delem DA53T, mat
Touchscreen, Multifunktions- a praktesch, einfach ze bedreiwen.
7,4+1 Achs CNC Réckmuster, héich Genauegkeet kann ± 0,01 mm erreechen
8. Mat Däitschland Siemens Haaptmotor, Schneider elektresch Komponenten aus Frankräich
9. Ausgestatt mat linearer Führungsschinn an HIWIN-Kugelschraube, mat héijer Genauegkeet, kann 0,01 mm erreechen
10. Adoptéiert en elektrohydraulescht Servo-Kontrollsystem, mat héijer Leeschtung an héijer Präzisioun
11.CNC hydraulesch Pressbremsmaschinne benotzen 42CrMo Materialien, fir d'Material mat Häert ze garantéieren, fir datt d'Material eng laang Liewensdauer huet.a
Produktapplikatioun

D'Gréissten a Forme vu Metallstrukturdeeler a mechaneschen Deeler variéiere staark, wat héich Veraarbechtungskapazitéiten an Adaptabilitéit vun der Biegmaschinn erfuerdert. Si muss fäeg sinn, Placke vu verschiddenen Déckten a Materialien ze veraarbechten, an d'Stäerkt a Präzisioun nom Biegen ze garantéieren.
Et kann benotzt ginn fir d'Verbindungsdeeler vu Stolbalken a Stolsailen a Gebaier vu Stolkonstruktiounen ze produzéieren, souwéiAarbechtsbänken, Halterungen, Këschten, etc. an der mechanescher Fabrikatioun. Déi staark Drockleistung an déi präzis Kontrollméiglechkeeten vun der DSVP CNC-Biegemaschinn kënnen déck Placken an héichfeste Stol effektiv béien, wouduerch d'Festigkeit- a Präzisiounsufuerderunge vun Deeler an der Metallstruktur- a mechanescher Fabrikatiounsindustrie erfëllt ginn.




Produktparameter
|
NO |
Spezifikatioun | Zylinder Zylinderduerchmiesser/Staang Duerchmiesser (mm) | Uelegpompel (ml/r) *2 | (Servomotor + Undriff)*2 | Schnell erofgeschwindegkeet ( mm/s) | Aarbechtsgeschwindegkeet (mm/s) ) | Schnell Réckreesgeschwindegkeet (m m/s) | Aarbechtsdrock (bar) | Brennstofftankkapazitéit (L) |
| 1 | 63T | 120/115 | 13 | 5,5 kW | 250 | 25 | 250 | 275 | 50 |
| 2 | 100T | 151/145 | 16 | 7,5 kW | 280 | 25 | 250 | 275 | 63 |
| 3 | 125T | 172/165 | 16 | 7,5 kW | 180 | 15 | 180 | 270 | |
| 4 | 160T | 197/190 | 16 | 7,5 kW | 160 | 12 | 160 | 255 | |
| 5 | 200T | 220/210 | 20 | 9 kW | 130 | 13 | 140 | 263 | 80 |
| 6 | 250T | 240/230 | 20 | 9 kW | 130 | 11 | 130 | 275 | |
| 7 | 300T | 260/250 | 20 | 9 kW | 120 | 9 | 120 | 285 | |
| 8 | 400T | 310/295 | 32 | 15 kW + 22 kW | 100 | 11 | 110 | 265 | 200 |
| 9 | 500T | 350/335 | 32 | 15 kW + 22 kW | 100 | 7 | 90 | 260 | |
| 10 | 600T | 380/360 | 40 | 19,6 kW + 37 kW W | 100 | 8,5 | 80 | 265 | 300 |
| 11 | 800T | 430/410 | 50 | 31 kW + 37 kW | 100 | 8 | 90 | 276 | |
| 12 | 1000T | 480/460 | 63 | 35,6 kW + 45 kW W | 100 | 6.5 | 80 | 276 | 400 |
| 13 | 1200T | 540/510 | 63 | 35,6 kW + 45 kW W | 100 | 6.5 | 60 | 262 | |
| 14 | 1600T | 630/600 | 100 | 60 kW + 75 kW | 100 | 8 | 80 | 260 | 650 |
| 15 | 2000T | 700/670 | 125 | 72 kW + 90 kW | 100 | 8 | 90 | 260 | |
| 16 | 2500T | 760/730 | 125 | 72 kW + 90 kW | 100 | 6.5 | 80 | 275 | |
| 17 Joer | 3000T | 835/800 | 160 | 90 kW + 110 K W | 100 | 7 | 80 | 275 | 1000 |
| 18 Joer | 3600T | 915/880 | 160 | 90 kW + 110 K W | 100 | 6 | 80 | 275 |
Produktdetailer:
Récksäit
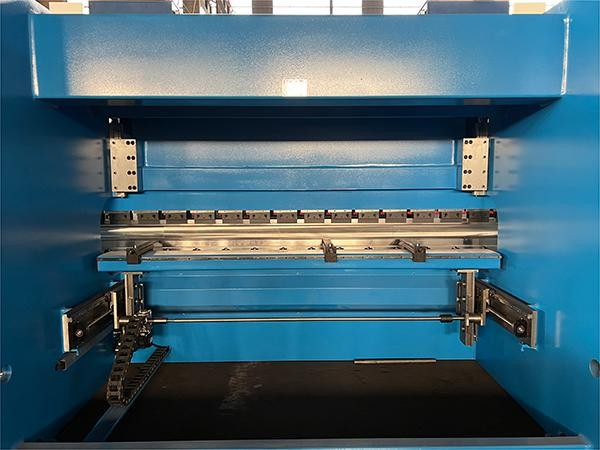
Schnellklemm

Rexroth hydraulescht Ventil

Hydraulikpompel vu Sunny

Elektresch Schrank
CNC-Steierung Delem DA53T

Invoance Servo Haaptmotor

Standardinstrument (Optional)

Schraufkugel a linear Féierung

Mechanesch Kompensatioun
Beispill:


Optional System:

Produktkategorien
-

Makro héichqualitativ WE67K DSVP hydraulesch 160T 320...
-

Makro héichqualitativ WE67K hydraulesch 400T 4000 CT...
-

Macro héichqualitativ WE67K hydraulesch 160T 3200 CN...
-

Makro héichpräzis WE67K hydraulesch 220T 4000 ...
-

Makro héichqualitativ WE67K Serie 90T 2600mm CT15...
-

CNC automatesch 8+1 Achs Delem DA66T WE67K-200T/4...